Plastik Peletleme Nasıl Çalışır?: Polimerden Biriform Peletlere Kadar Temel Aşamalar
Besleme, Erime ve Ekstrüzyon: Biriform Erime ve Tutarlı Peletleme Sağlamak
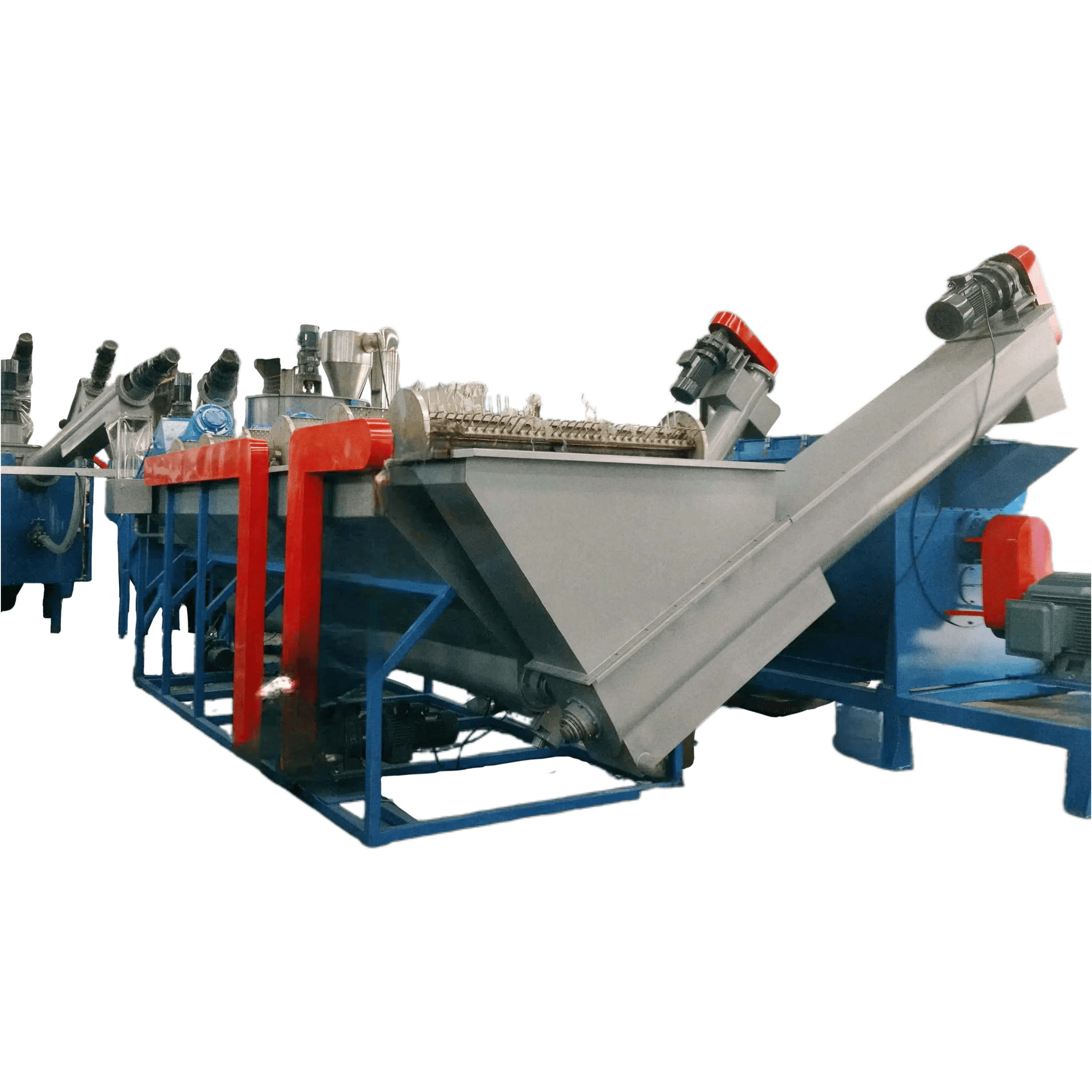
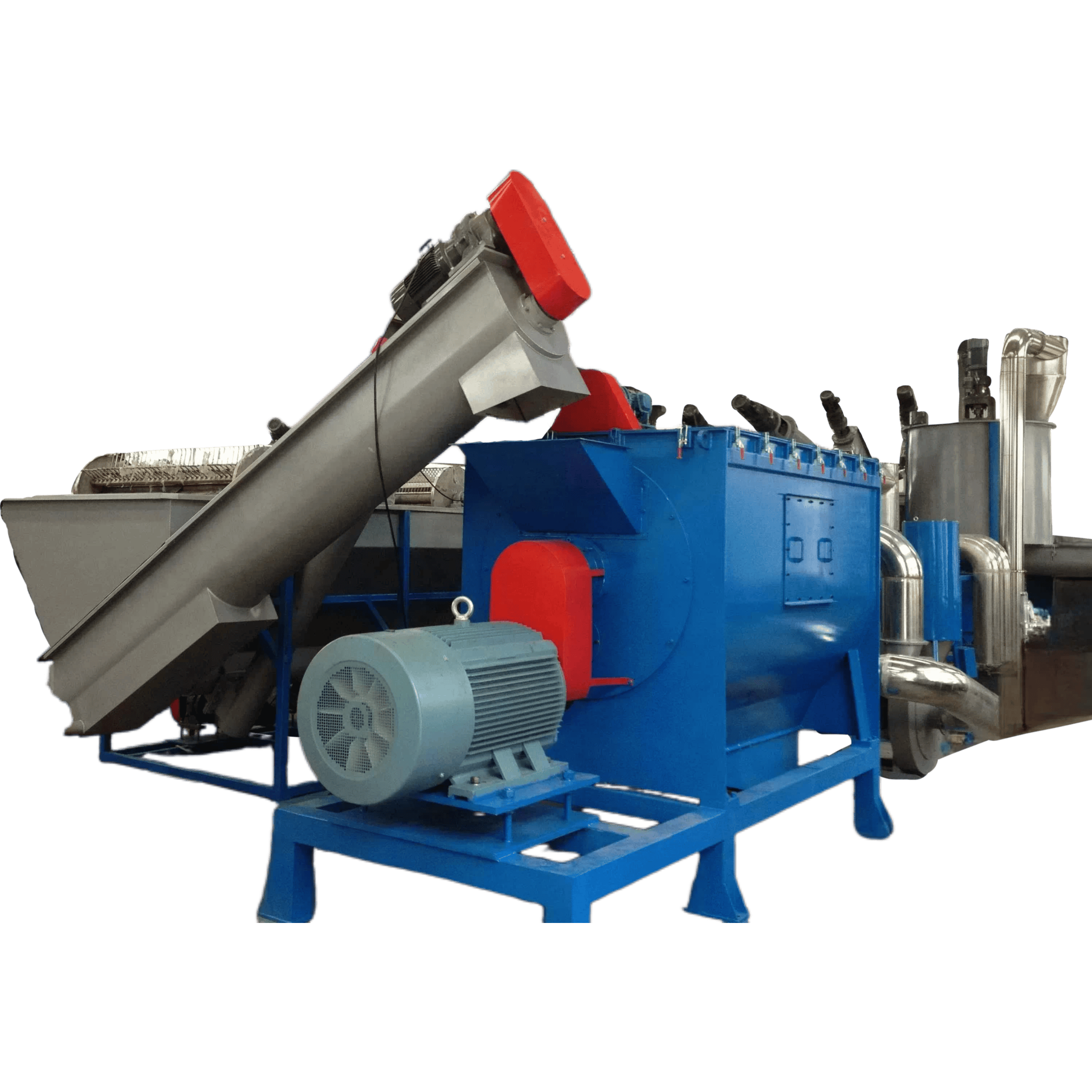
Plastik peletleme işlemi, ham reçine veya geri dönüştürülmüş plastik pulların peletleme hattına beslenmesiyle başlar. Bu pullar ya da polimer malzemeler, besleme öncesinde ekstrüder yükünü azaltmak amacıyla genellikle daha küçük parçalara doğranır. Plastik, çift vidalı bir ekstrüdere girer; burada kontrollü ısıtma ile mekanik kayma kuvvetinin birleşimi, homojen ve viskoz bir eriyiğe neden olur. Isıtma bölgeleri boyunca hassas sıcaklık profili oluşturulması kritik öneme sahiptir; çünkü aşırı ısınma polimer zincirlerinin bozulmasına, yetersiz ısınma ise karışmamış kirleticilere ve tam olarak erimemiş malzemeye yol açabilir. Akışın birimliliğini sağlamak için homojen karışıma, katı ve sürekli bir tel akışı oluşturacak şekilde kalıp plakasından geçirilmesi gerekir. Bu adım, son peletlerin tutarlılığını belirler. Polymer Processing Journal (2023) dergisinde belirtildiği üzere, ±5 °C’yi aşan sıcaklık sapmaları istenmeyen bir viskoziteye neden olabilir ve bu da ürün kalitesinde %15’lik bir düşüşe yol açabilir.
Soğutma, Kesme ve Kurutma: Pellet Şekli, Boyutu ve Nem Tutarlılığı İçin Kritik Adımlar
İplikler ekstrüde edildikten sonra, genellikle PS (amorf polimer) için su banyosu veya PP gibi reçineler (yarı-kristalin) için hava soğutma sistemi olan bir iç hat soğutma işleminden geçirilir. Bu yöntem, boyutlar ve yüzey kalitesi açısından iyi tekrarlanabilirlik sağlayan, ancak çarpılma ve gerilme oluşumunu önleyen sağlam bir iplik yapısı sağlar. Bu işlem, kristalliği ve yüzey özelliklerini kritik düzeyde etkiler. Soğutulduktan sonra iplikler, kesin zamanlamalı döner bıçaklarla pelletlere kesilir. Uygulama için gerekli toleransı sağlamak amacıyla bıçaklar doğru hız ve kesme derinliği ayarlarına getirilmelidir. Bu işlem maliyetli olabilir; bu nedenle genellikle tek bir adımda gerçekleştirilir.
Boyut tutarlılığı (±0,5 mm), kalıp ekipmanlarında güvenilir ve doğru gravimetrik besleme sağlar. Şekil açısından sürtünmeyi ve topaklaşmayı azaltmak için silindirik veya hafif konik peletler kullanılır. Neme gelince, PET gibi nem çekici reçineler için eşik nem içeriği %0,5’in altına ayarlanmıştır.
Peletlerin yüzeyindeki nem, genel depolama ve işleme süreçlerinde önemli bir sorundur ve peletlerin hidrolitik bozunmasına neden olabilir. Bu durum özellikle PET için endişe kaynağıdır. Santrifüj kurutma, ilk kurutma işlemi için optimize edilmiştir ve Sürdürülebilir Plastikler Girişimi (2024) tarafından daha sonraki işlemlerde enerji maliyetlerini %8’e kadar düşürdüğü tahmin edilmektedir.
Plastik Peletleme, Verimli Üretim ve Kalite Kontrolü Açısından Neden Önemlidir?
Standartlaştırılmış Peletler, Enjeksiyon Kalıplama, Ekstrüzyon ve Şişirme Kalıplama İçin Tercih Edilen Ham Madde Kaynağıdır
Granülasyon, düzgün olmayan, serbest akışlı granüllerin yüksek hızda otomatikleştirilmiş işlemeye daha uygun bir besleme malzemesine dönüştürülmesi sürecidir. Bu granül, yüksek düzeyde besleme doğruluğu ve yoğunluğu sağlaması için kesin geometriye ve biriformiteye sahiptir. Düzensiz besleme malzemelerine kıyasla standart besleme malzemeleri, vida aşınmasını önemli ölçüde azaltır; vurulu ağırlığın ve erimiş malzemenin basıncının kontrolünü kolaylaştırır; kusurlu ürün sayısını azaltarak süreç işlemini iyileştirir. Standart besleme malzemeleri ayrıca üretim sürecinin tekrarlanabilirliğini ve güvenilirliğini kontrol etmede de yardımcı olur.
Pellet Biriformitesinin Otomasyon, Tıkanma ve Üretim Hızı Üzerindeki Etkileri
Üniform peletlerin en belirgin etkisi, tıkanma, fare deliği oluşumu, tutarsız vida teması ve kalıp tıkanmaları nedeniyle bakım aralıklarının ve duruş sürelerinin azaltılmasıdır. Üniform silindirik ve küresel peletler, hızlı ve yüksek düzeyde otomatikleştirilmiş işlemler sırasında sorunsuz bir şekilde hareket eder. Hopper’lar, ekstrüderler ve vida montajları, üniform parçacıkların tahmin edilebilir hareketi ve parçacıklar arasındaki mesafeden kaynaklanan tutarlı basınç sayesinde daha yüksek hızlarda optimal performans gösterebilir. Bu nedenle, hurda plastiklerin üniform peletlere etkili şekilde eritilmesi ve şekillendirilmesi (Plastik Peletlerinin Yüksek Büyütme ile Saflaştırılması), kauçuk ve plastik işlemlerinde yatırım getirisini en üst düzeye çıkarır.
Plastik Peletleme: Döngüsel Ekonomi İçinde Geri Dönüşüm ve Sürdürülebilir Üretim
Mekanik geri dönüşümün anahtarı, tüketici sonrası heterojen plastik ambalajların, sanayi sonrası plastik hurda malzemelerin ve tüketici sonrası otomotiv plastik süslemelerinin yüksek kaliteli tüketici sonrası plastik peletlere dönüştürülmesidir. Atık malzemelerin pelet haline getirilmesi, gıda ambalajlarından yapısal bileşenlere kadar geniş bir yelpazede plastik ürünler üretmek için kullanılabilen yüksek sınıf, yoğun ve şekillendirilmiş plastik sağlar. Los Angeles ve Paris anlaşmaları sonrasında, talep gören plastik malzemelerin geri dönüşümü daha ekonomik hale gelmiştir. Tüketici sonrası plastiklerin standartlaştırılması tamamen atık oluşumunu önler, %100 izlenebilirlik ve kalite güvencesi sağlar ve mevcut değer zincirine entegrasyonu mümkün kılar.

Peletleme yatırımları ile aşağı akış verimliliğindeki yaşam döngüsü kazançları ve emisyon ayak izindeki azalmalar arasında denge kurma
Peletleme işlemi, mekanik ve termal enerji gerektirmesine rağmen, tüm yaşam döngüsüne olumlu etki eder. Bunun bir örneği, bir ton plastik geri dönüşümünün bir ton ham reçine üretimiyle karşılaştırılmasıdır: Geri dönüştürülen plastik, yaklaşık altı ay boyunca tipik bir Amerikan konutunun tükettiği elektrik miktarına eşdeğer olan 5.774 kWh enerji tasarrufu sağlar. Standartlaştırılmış peletler, aşağı akış süreçlerinde verimliliği artırır ve enjeksiyon kalıplama ile ekstrüzyon işlemlerinde parça başına aşınma, enerji tüketimi ve hurda oranlarını azaltır. Söz konusu faktörlerin yanı sıra fosil hammaddelerin kullanımı engellenmekte, çöplüklere atılan atık miktarı azalmakta ve hacmi büyük olan parçacıkların (flakes) taşınmasına kıyasla plastik taşıma yükü hafiflemektedir; bu durum çevreye önemli ölçüde net bir fayda sağlamaktadır. Peletleme işlemi, kısa vadeli olumlu operasyonel faydalar sağlayan ve uzun vadede kuruluşun sürdürülebilirlik çabalarına katkıda bulunan bir düşük riskli, stratejik olarak akıllı bir yatırımdır.
SSS
Plastik peletlemede hangi malzemeler kullanılabilir?
Plastik peletlemede hem ham plastik reçinesi hem de geri dönüştürülmüş plastik çipeleri kullanılabilir.
Peletlerin birimliği neden önemlidir?
Peletlerde birimlik, eşit olmayan şekillerin eşit olmayan besleme, ölçüm ve erimeye neden olması ve otomatik sistemlerde kusurlar oluşturması nedeniyle önemlidir.
Peletleme, geri dönüşüm sürecine nasıl katkı sağlar?
Peletleme işlemi, tüketici sonrası ve sanayi sonrası plastik atıklarının, çeşitli plastik uygulamalarda kullanılabilen birim şekil ve boyutta peletlere dönüştürülmesini sağlar.
Peletleme sırasında soğutmanın avantajları nelerdir?
Polimerin tellerinin kontrollü soğutulması, plastik malzemenin yavaşça soğuyup katılaşmasını sağlar; bu da plastik malzemenin çarpılmadan ve istenen yüzey kalitesini kaybetmeden soğumasını sağlar.
Peletleme işleminin çevresel bir faydası var mıdır?
Evet, ham reçineden üretilen plastiklere kıyasla enerji israfını ve açık alan depolama (topraklama) atık miktarını azaltmaya yardımcı olur ve kuruluşların sürdürülebilirlik çabalarına destek verir.





