Cum funcționează granularea plasticului: etapele principale, de la polimer la granule uniforme
Alimentare, topire și extrudare: obținerea unui topit uniform și a unei granulări constante
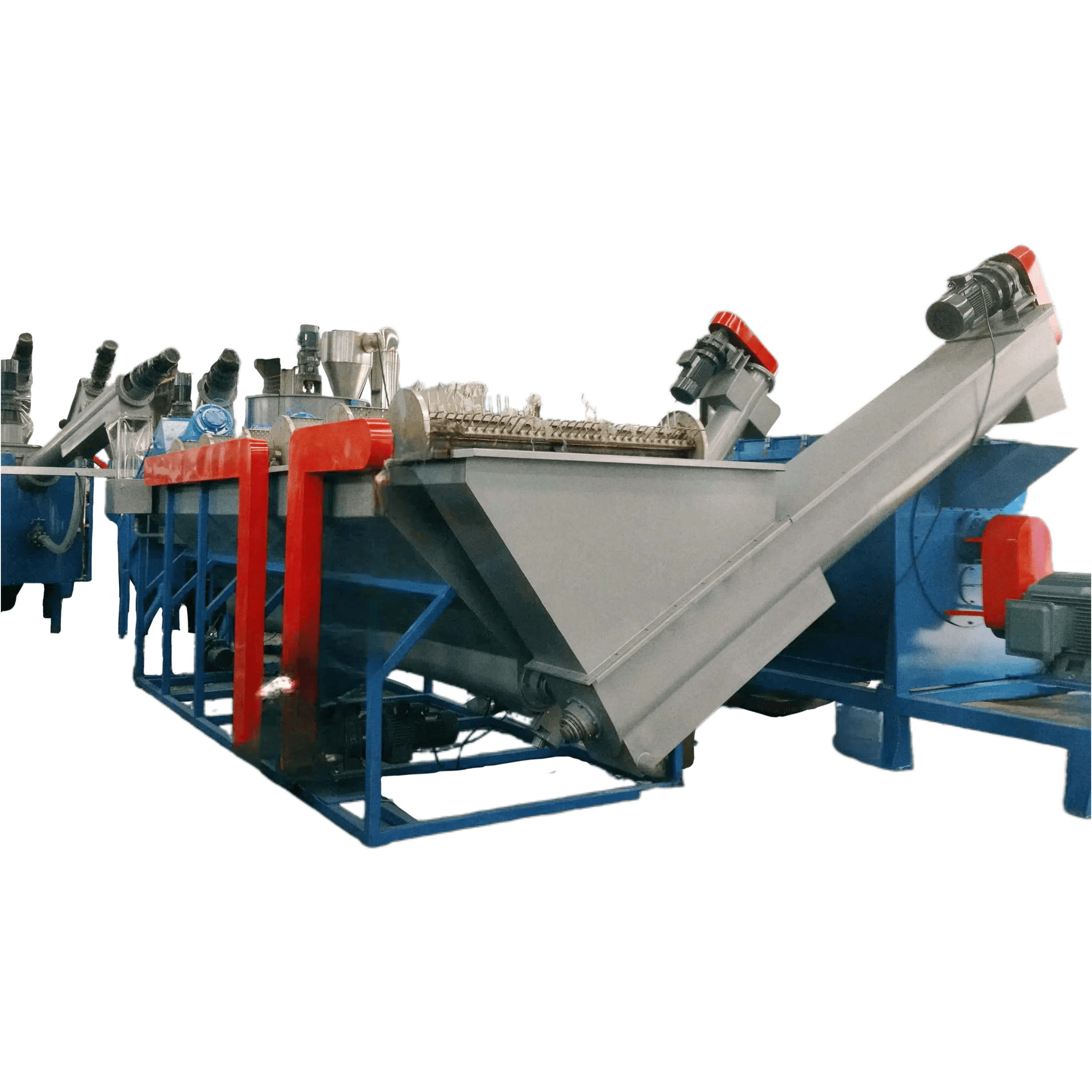
Procesul de granulare a plasticului începe cu introducerea rășinii virginale sau a fragmentelor de plastic reciclat în linia de granulare. Fragmentele, sau materialele polimerice, sunt adesea tăiate în bucăți mai mici pentru a reduce sarcina asupra extrudorului înainte de alimentare. Plasticul intră într-un extrudor cu două șuruburi, unde o combinație de încălzire controlată și forță de forfecare mecanică creează o masă topită omogenă și vâscoasă. Profilul precis al temperaturii pe zonele de încălzire este esențial, deoarece suprîncălzirea poate degrada lanțurile polimerice, iar subîncălzirea poate duce la contaminanți neamestecați și la topire incompletă. Pentru uniformitatea curgerii, amestecul omogen trebuie forțat să treacă prin placa de filiere, care stabilește un flux continuu și solid de benzi. Această etapă reglementează consistența granulelor finale. Așa cum se menționează în Polymer Processing Journal (2023), abaterile de temperatură care depășesc ±5 °C pot determina o vâscozitate nedorită, ceea ce poate conduce la o scădere a calității produsului final cu 15%.
Răcirea, tăierea și uscarea: etape critice în obținerea formei, dimensiunii și consistenței umidității granulelor
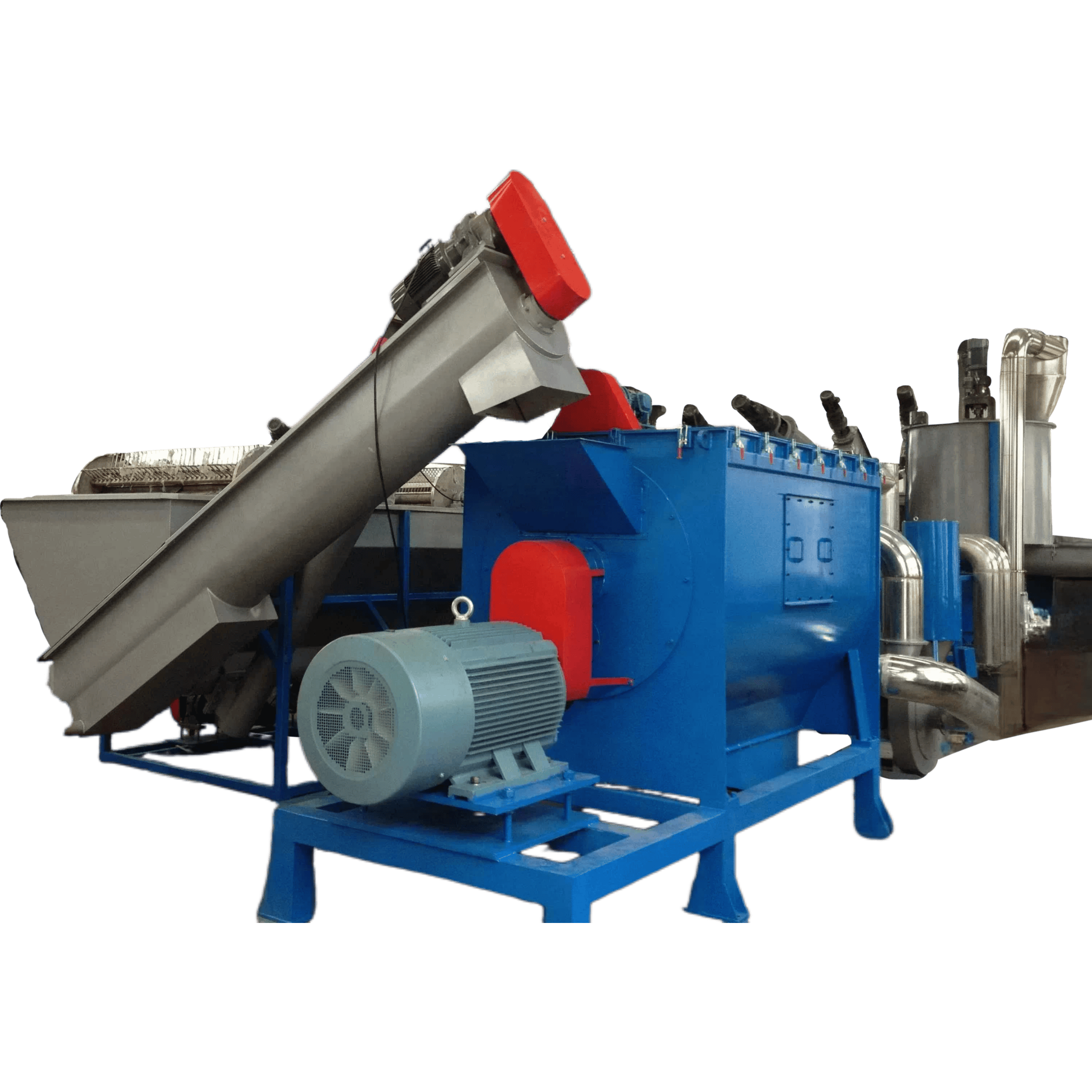
După extrudarea filamentelor, acestea sunt răcite rapid într-un proces în linie, care constă de obicei într-o baie de apă pentru PS (polimer amorf) sau într-un sistem de răcire cu aer pentru rășini precum PP (semi-cristalin). Această abordare conferă filamentelor o structură solidă, cu repetabilitate bună a dimensiunilor și a finisajului suprafeței, prevenind în același timp distorsiunea și tensiunile. Aceasta influențează în mod esențial gradul de cristalinitate și caracteristicile suprafeței. Odată răcite, filamentele sunt tăiate în granule cu ajutorul unor lame rotative sincronizate cu precizie. Pentru a atinge toleranța necesară în aplicație, lamele trebuie reglate la viteza și adâncimea corespunzătoare de tăiere. Acest proces este costisitor și, prin urmare, se efectuează de obicei într-o singură etapă.
Consistența dimensiunilor (±0,5 mm) contribuie la o alimentare gravimetrică fiabilă și precisă în echipamentele de injectare. Pentru formă, reducerea frecării și a aglomerărilor se obține prin granule cilindrice sau ușor tronconice. În ceea ce privește umiditatea, conținutul limită este stabilit la <0,5 % pentru rășinile higroscopice, cum ar fi PET.
Umiditatea de pe suprafața granulelor reprezintă o problemă majoră în general, atât în stocare, cât și în procesare, putând duce la degradarea hidrolitică a granulelor. Aceasta este o preocupare deosebită în cazul PET. Usucarea centrifugală este optimizată pentru uscarea inițială și se estimează că reduce costurile energetice cu până la 8 % în etapele ulterioare de procesare, conform Inițiativei pentru Plastice Durabile (2024).
De ce este importantă pelizarea plasticului pentru o fabricație eficientă și un control de calitate riguros?
Granulele standardizate ca materie primă preferată pentru injectare, extrudare și suflare
Granularea este procesul de transformare a granulelor neuniforme, cu curgere liberă, într-un material de alimentare mai potrivit pentru prelucrarea automatizată la viteză ridicată. Acest granulat are o geometrie precisă și o uniformitate ridicată, ceea ce favorizează un grad înalt de precizie și densitate în alimentare. Comparativ cu materialele de alimentare neregulate, cele standard reduc în mod semnificativ uzura șuruburilor, facilitează controlul masei injectate și al presiunii de topire, iar, în plus, îmbunătățesc funcționarea procesului cu un număr redus de defecțiuni. Materialele de alimentare standard contribuie, de asemenea, la controlul reproductibilității și fiabilității procesului de fabricație.
Efectele uniformității granulelor asupra automatizării, înfundării și debitului
Cel mai semnificativ efect al granulelor uniforme este reducerea timpului de nefuncționare și a întreținerii, datorită formării de poduri, găurilor în formă de galerii („rat-holing”), angrenării neuniforme a șurubului și blocărilor matricelor. Granulele cilindrice și sferice uniforme se deplasează ușor în operațiunile rapide și extrem de automate. Buncărele, extruderele și ansamblurile cu șurub pot atinge o performanță optimă la viteze mai mari, datorită mișcării previzibile a particulelor uniforme și a presiunii constante generate de spațierea dintre particule. Prin urmare, topirea și modelarea eficientă a deșeurilor plastice în granule uniforme (Purificare extrem de amplificată a granulelor plastice) oferă cel mai ridicat randament al investiției în operațiunile din domeniul cauciucului și al plasticului.
Granulare plastic: Reciclare și producție durabilă în cadrul economiei circulare
Cheia reciclării mecanice constă în transformarea ambalajelor plastice post-consumator heterogene, a deșeurilor plastice post-industriale și a garniturilor plastice auto post-consumator în granule plastice de înaltă calitate, provenite din materiale post-consumator. Granularea deșeurilor oferă plastic de înaltă calitate, dens și în formă, care poate fi utilizat pentru producerea unei game largi de articole plastice, de la ambalaje alimentare până la componente structurale. După acordurile de la Los Angeles și Paris, reciclarea materialelor plastice valoroase a devenit mai rentabilă. Standardizarea materialelor plastice post-consumator elimină în mod absolut orice deșeu, permite o trazabilitate completă (100 %) și asigurarea calității, precum și integrarea în lanțul actual de valoare.

Echilibrarea investițiilor în granulare cu beneficiile pe întreaga durată de viață privind eficiența în aval și reducerea amprentei de emisii
Granularea are un efect pozitiv asupra întregului ciclu de viață, deși procesul implică energie mecanică și termică. Un exemplu în acest sens este reciclarea unei tone de plastic comparată cu producția unei tone de rășină virgină: prima economisește 5.774 kWh de energie, echivalent cu cantitatea de electricitate consumată de o locuință tipică americană în aproximativ șase luni. Granulele standardizate îmbunătățesc eficiența proceselor ulterioare și reduc uzura, consumul de energie pe piesă în injectare și extrudare, precum și ratele de deșeuri. Factorii menționați anterior, combinați cu evitarea materiilor prime fosile și reducerea deșeurilor depozitate în gropile de gunoi, precum și cu reducerea sarcinii legate de transportul plasticului (în comparație cu transportul de fragmente voluminoase), generează un beneficiu net semnificativ pentru mediu. Granularea reprezintă o investiție cu risc scăzut și strategic inteligentă, deoarece oferă un beneficiu operațional pozitiv pe termen scurt și adaugă valoare pe termen lung datorită impactului său asupra eforturilor de sustenabilitate ale organizației.
Întrebări frecvente
Ce materiale pot fi utilizate în pelizarea plasticului?
Atât rășina plastică virgină, cât și fulgii de plastic reciclat pot fi utilizați în pelizarea plasticului.
De ce este importantă uniformitatea granulelor?
Uniformitatea este importantă la granule, deoarece o formă neuniformă duce la alimentare, dozare și topire neuniforme, provocând defecte în sistemele automate.
Cum contribuie pelizarea la reciclare?
Pelizarea permite transformarea deșeurilor plastice post-consum și post-industriale în granule de formă și dimensiune uniforme, ceea ce le face utilizabile într-o varietate de aplicații plastice.
Care sunt beneficiile răcirii în timpul pelizării?
Răcirea controlată a filamentelor de polimer permite răcirea și solidificarea treptată a plasticului, astfel încât acesta să nu se deformeze și să-și păstreze finisajul dorit.
Are pelizarea un beneficiu ecologic?
Da, contribuie la reducerea pierderilor de energie și a deșeurilor depozitate în gropi de gunoi, comparativ cu plasticul obținut din rășină virgină, ajutând organizațiile în eforturile lor de sustenabilitate.





