Como Funciona a Pelotização de Plástico: Etapas Fundamentais do Polímero às Pelotas Uniformes
Alimentação, Fusão e Extrusão: Obtenção de uma Massa Fundida Uniforme e Pelotização Consistente
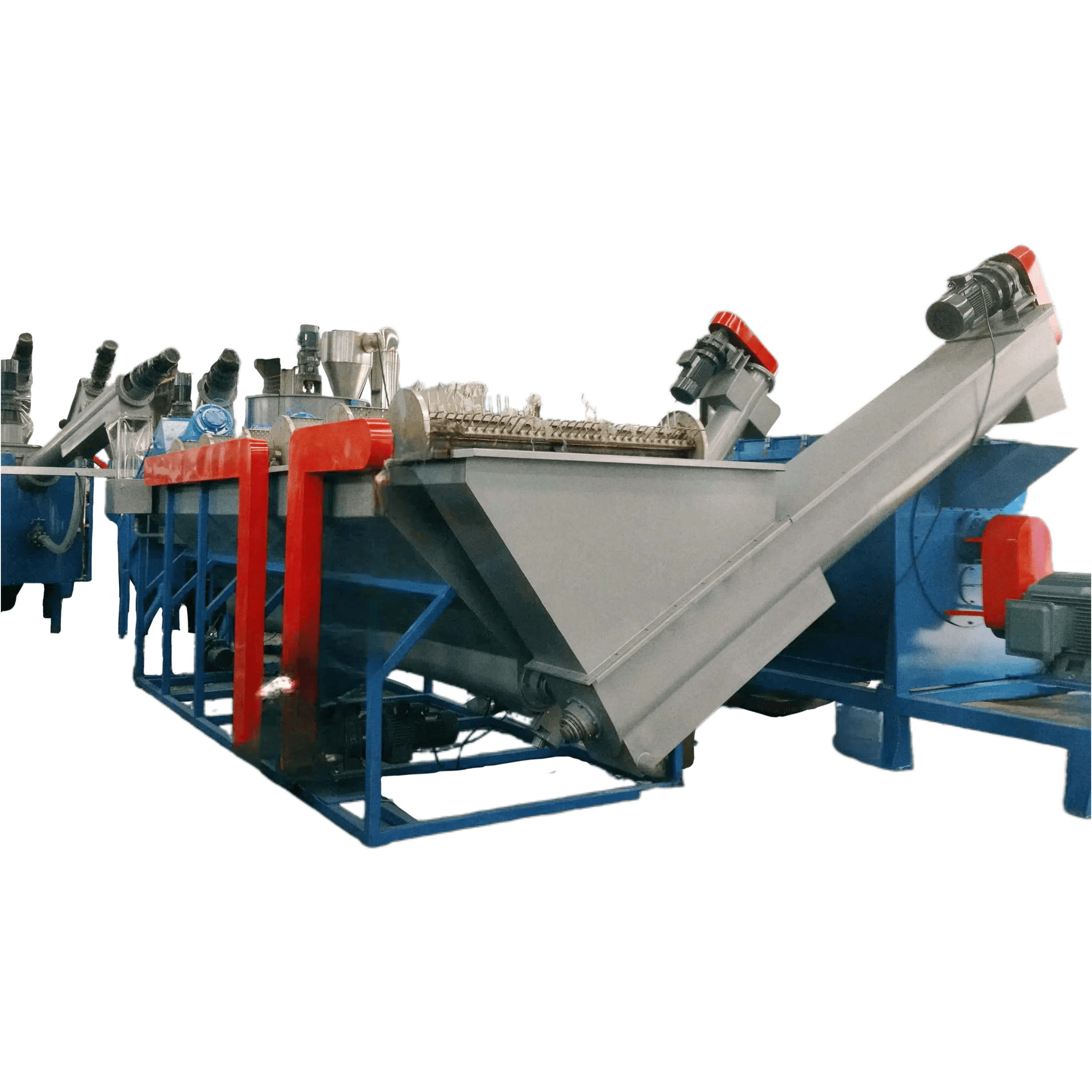
O processo de peletização de plástico começa com a alimentação de resina virgem ou flocos de plástico reciclado na linha de peletização. Os flocos, ou materiais poliméricos, são frequentemente triturados em fragmentos menores para reduzir a carga no extrusor antes da alimentação. O plástico entra em um extrusor de dupla rosca, onde uma combinação de aquecimento controlado e cisalhamento mecânico gera uma massa fundida homogênea e viscosa. O perfil preciso de temperatura ao longo das zonas de aquecimento é crítico, pois o superaquecimento pode degradar as cadeias poliméricas, enquanto o subaquecimento pode resultar em contaminantes não misturados e fusão incompleta. Para garantir a uniformidade do fluxo, a mistura homogênea deve ser forçada através da placa de matriz (die plate), que estabelece um fluxo contínuo e sólido de filamentos. Esta etapa regula a consistência das pelotas finais. Conforme mencionado no Polymer Processing Journal (2023), desvios de temperatura superiores a ±5 °C podem resultar em uma viscosidade indesejável, o que pode levar a uma redução de 15% na qualidade do produto final.
Refrigeração, Corte e Secagem: Etapas Críticas para a Forma, o Tamanho e a Consistência da Umidade dos Pelotes
Após a extrusão das filamentos, eles são resfriados rapidamente em um processo em linha, normalmente por imersão em banho de água para PS (polímero amorfo) ou por sistema de resfriamento a ar para resinas como PP (semicristalino). Essa abordagem confere aos filamentos uma estrutura sólida, com boa reprodutibilidade nas dimensões e no acabamento superficial, ao mesmo tempo que evita distorções e tensões. Ela exerce impacto crítico sobre a cristalinidade e as características superficiais. Uma vez resfriados, os filamentos são cortados em pelotes por lâminas rotativas com precisão temporal rigorosa. Para atingir a tolerância exigida pela aplicação, as lâminas devem ser ajustadas à velocidade e à profundidade de corte corretas. Esse processo pode ser oneroso e, por essa razão, geralmente é realizado em uma única etapa.
A consistência no tamanho (±0,5 mm) contribui para uma alimentação gravimétrica confiável e precisa nos equipamentos de moldagem. Quanto à forma, a redução do atrito e da aglomeração é obtida por meio de grânulos cilíndricos ou levemente cônicos. Quanto à umidade, o teor limite é definido em <0,5% para resinas higroscópicas, como o PET.
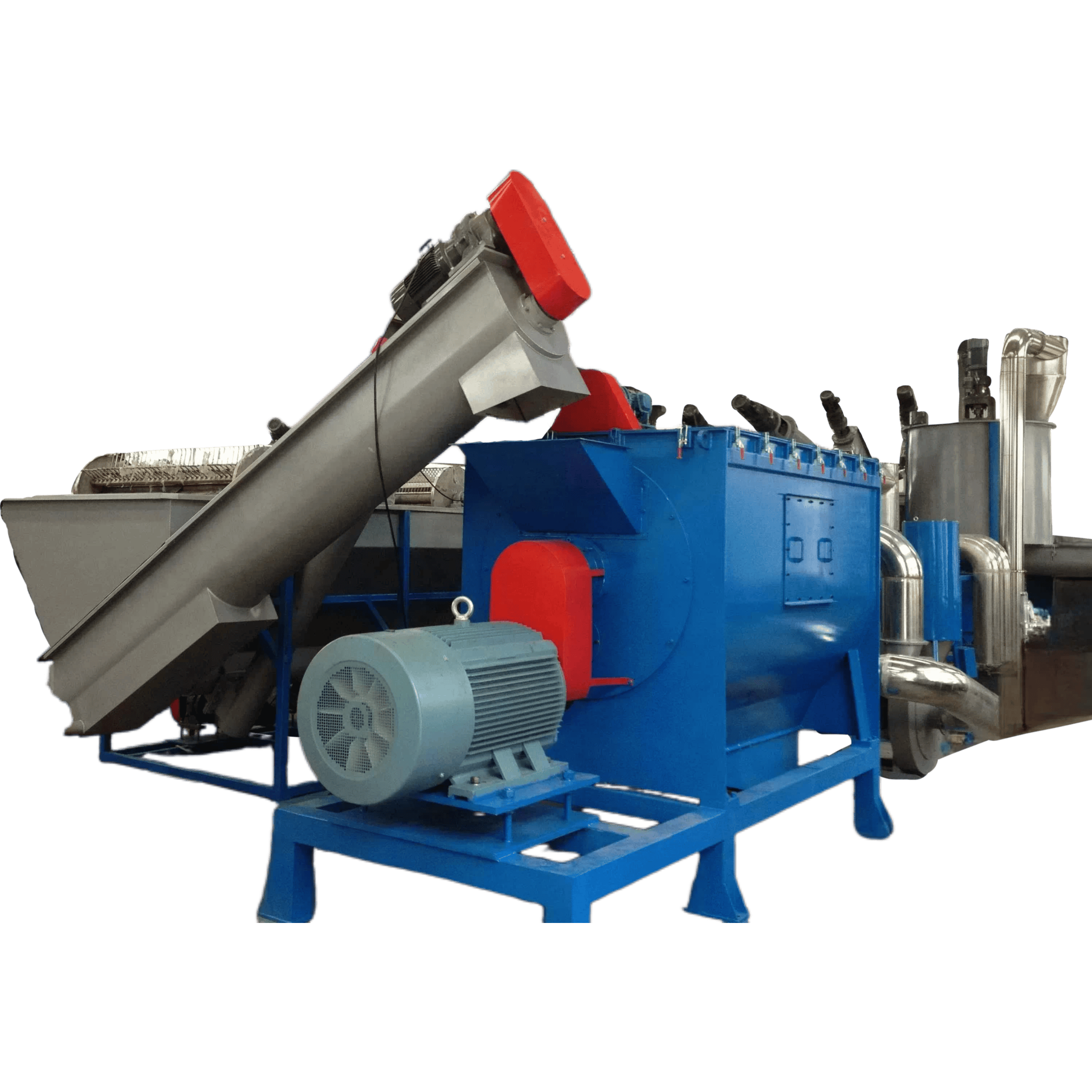
A umidade na superfície dos grânulos constitui um problema significativo no armazenamento e processamento em geral e pode levar à degradação hidrolítica dos grânulos. Trata-se de uma preocupação especialmente relevante para o PET. A secagem centrífuga é otimizada para a secagem inicial e estima-se que reduza os custos energéticos em até 8% nas etapas posteriores de processamento, conforme indicado pela Iniciativa de Plásticos Sustentáveis (2024).
Por Que a Pelotização de Plásticos é Importante para a Fabricação Eficiente e o Controle de Qualidade?
Grânulos Padronizados como Matéria-Prima Preferencial para Moldagem por Injeção, Extrusão e Moldagem por Sopro
A granulação é o processo de conversão de grânulos não uniformes e de escoamento livre em uma matéria-prima mais adequada para processamento automatizado em alta velocidade. Esse granulado apresenta geometria precisa e uniformidade, o que favorece um alto nível de precisão e densidade na alimentação. Em comparação com matérias-primas irregulares, a matéria-prima padronizada reduz significativamente o desgaste dos parafusos, promove o controle do peso da injeção e da pressão de fusão, e melhora a operação do processo com menos defeitos. A matéria-prima padronizada também auxilia no controle da reprodutibilidade e confiabilidade do processo de fabricação.
Efeitos da Uniformidade dos Pelotes na Automação, Entupimento e Produtividade
O efeito mais notável de pelotas uniformes é a redução de tempo de inatividade e manutenção devido a obstruções (bridging), formação de túneis (rat-holing), engajamento inconsistente do parafuso e entupimentos da matriz. Pelotas cilíndricas e esféricas uniformes deslocam-se suavemente em operações rápidas e altamente automatizadas. Funis, extrusoras e conjuntos de parafuso podem atingir desempenho ideal em velocidades mais elevadas graças ao movimento previsível das partículas uniformes e à pressão constante gerada pelo espaçamento entre as partículas. Portanto, a fusão e conformação eficazes de resíduos plásticos em pelotas uniformes (Purificação Altamente Amplificada de Pelotas Plásticas) apresentam o maior retorno sobre o investimento nas operações de borracha e plástico.
Pelotização de Plásticos: Reciclagem e Produção Sustentável dentro da Economia Circular
A chave para a reciclagem mecânica é a conversão de embalagens plásticas pós-consumo heterogêneas, resíduos plásticos pós-industriais e acabamentos plásticos automotivos pós-consumo em grânulos plásticos pós-consumo de alta qualidade. A granulação de resíduos fornece plástico denso, de alta pureza e com forma definida, que pode ser utilizado na produção de uma ampla gama de itens plásticos, desde embalagens para alimentos até componentes estruturais. Após os acordos de Los Angeles e Paris, a reciclagem de materiais plásticos cobiçados tornou-se mais econômica. A padronização de plásticos pós-consumo elimina totalmente os resíduos, permite rastreabilidade total e garantia de qualidade, além de possibilitar a integração na cadeia de valor atual.

Equilibrando o Investimento em Granulação com os Ganhos ao Longo do Ciclo de Vida em Eficiência a Montante e Redução da Pegada de Emissões
A peletização afeta positivamente todo o ciclo de vida, apesar de o processo envolver energia mecânica e térmica. Um exemplo disso é a reciclagem de uma tonelada de plástico em comparação com a produção de uma tonelada de resina virgem: esta última economiza 5.774 kWh de energia, equivalente à quantidade de eletricidade consumida por uma residência típica norte-americana em aproximadamente seis meses. Pelotas padronizadas aumentam a eficiência nos processos downstream e reduzem o desgaste, o consumo energético por peça na moldagem por injeção e na extrusão, bem como as taxas de refugo. Os fatores mencionados anteriormente, combinados com a substituição de matérias-primas fósseis, a redução de resíduos em aterros sanitários e a diminuição da carga logística associada ao transporte de plástico (em vez de transportar flocos volumosos), geram um benefício líquido significativo para o meio ambiente. A peletização representa um investimento de baixo risco e estrategicamente inteligente, pois proporciona benefícios operacionais positivos no curto prazo e gera valor agregado no longo prazo, graças ao seu impacto nos esforços de sustentabilidade da organização.
Perguntas frequentes
Quais materiais podem ser utilizados na pelotização de plástico?
Tanto resinas plásticas virgens quanto flocos plásticos reciclados podem ser utilizados na pelotização de plástico.
Por que a uniformidade das pelotas é importante?
A uniformidade é importante nas pelotas porque uma forma irregular resulta em alimentação, dosagem e fusão desiguais, além de causar defeitos nos sistemas automatizados.
Como a pelotização contribui para a reciclagem?
A pelotização permite que resíduos plásticos pós-consumo e pós-industriais sejam convertidos em pelotas de forma e tamanho uniformes, o que possibilita sua utilização em diversas aplicações plásticas.
Quais são os benefícios do resfriamento durante a pelotização?
O resfriamento controlado das filamentos do polímero permite que o plástico esfrie e solidifique lentamente, evitando deformações e a perda do acabamento desejado.
A pelotização oferece benefícios ambientais?
Sim, ela ajuda a reduzir o desperdício de energia e o volume de resíduos enviados aos aterros sanitários, comparado ao plástico produzido a partir de resina virgem, e apoia as organizações em seus esforços de sustentabilidade.





