Hoe werkt kunststofpelletvorming: kernfasen van polymeer naar uniforme pellets
Doseren, smelten en extruderen: bereiken van een uniforme smelt en consistente pelletvorming
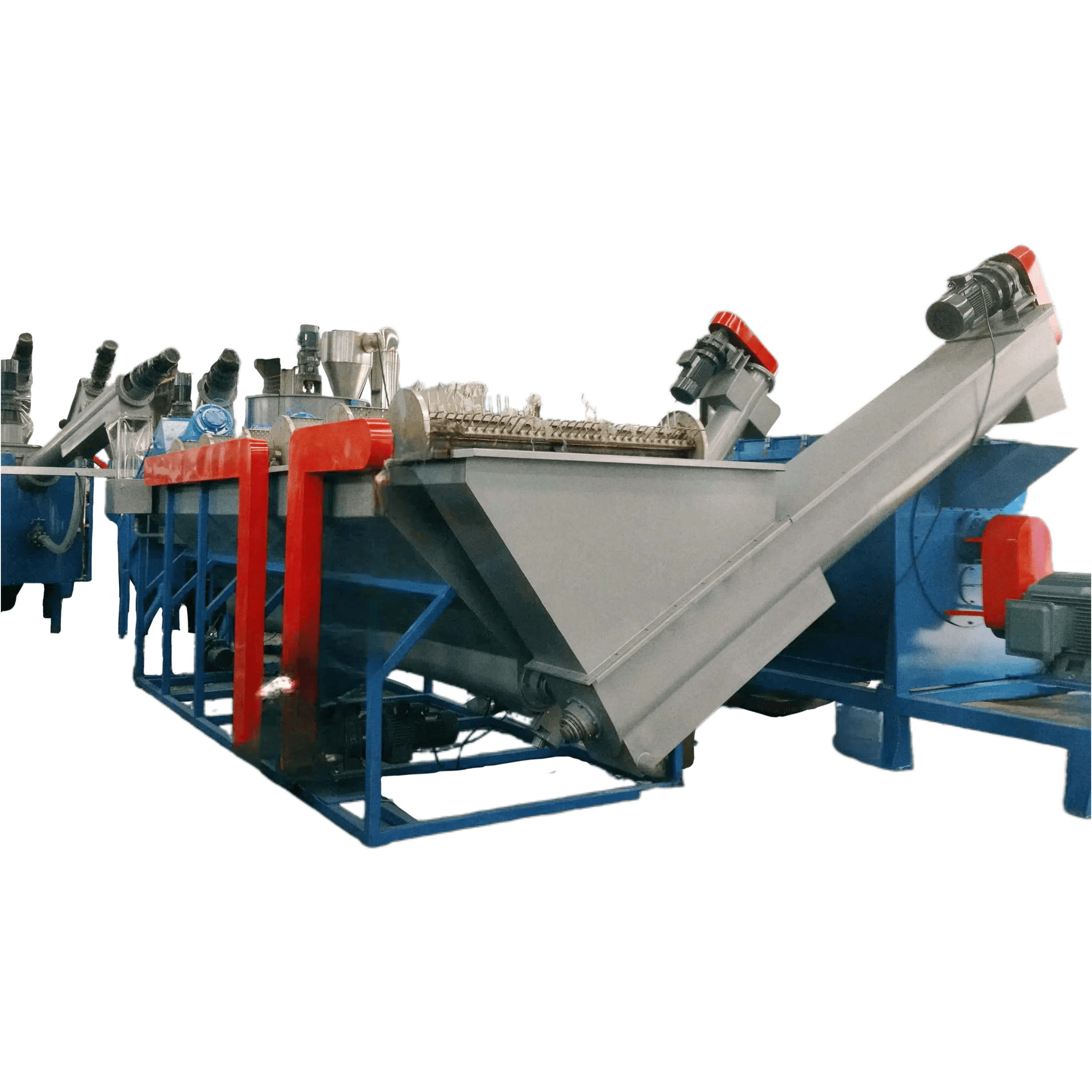
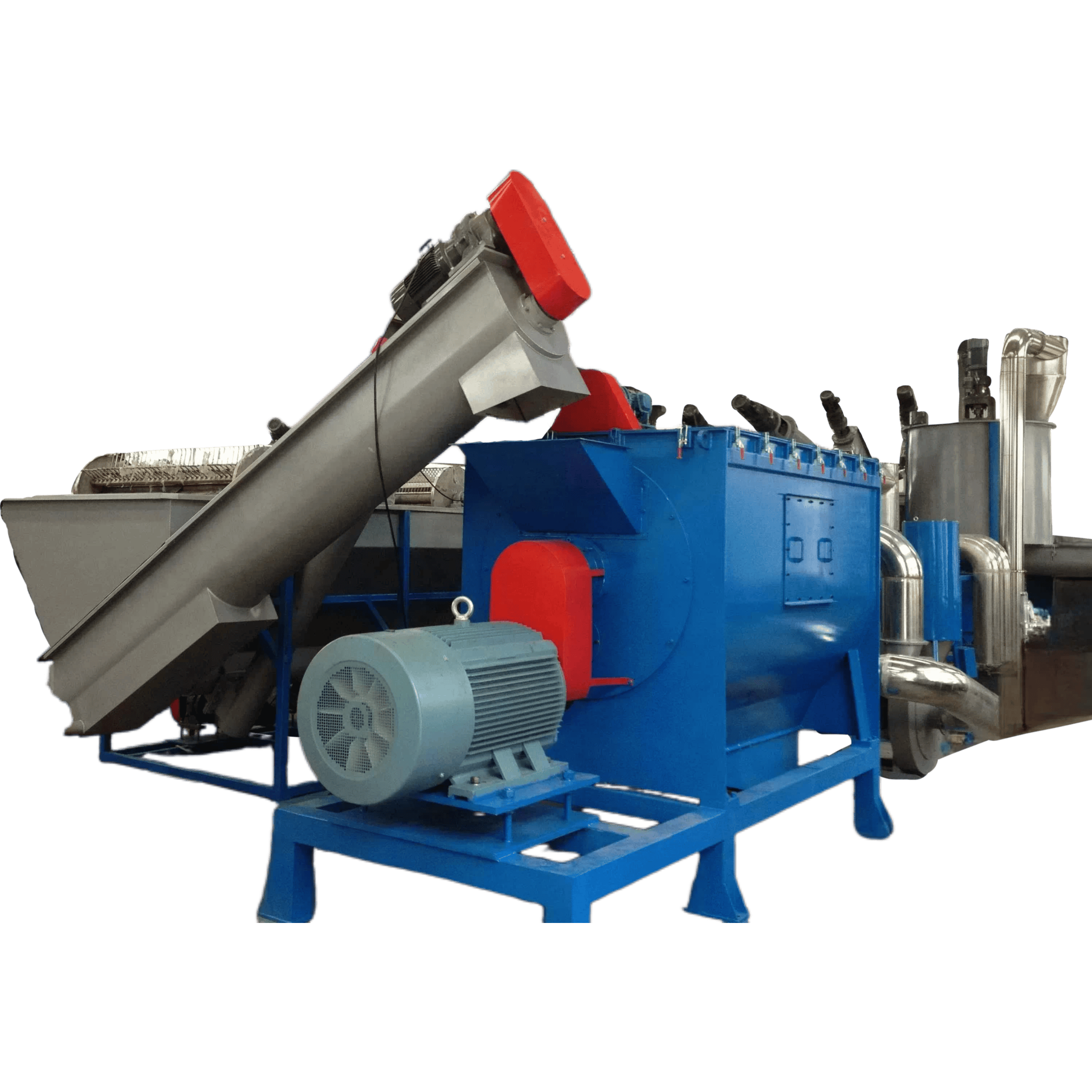
Het kunststofpelletiseringsproces begint met het inbrengen van nieuw hars of gerecycleerde kunststofvlokken in de pelletiseringslijn. De vlokken of polymeermaterialen worden vaak fijner vermalen tot kleinere fragmenten om de belasting op de extruder te verminderen voordat ze worden ingevoerd. De kunststof komt een dubbel-schroefextruder binnen, waarbij een combinatie van gecontroleerde verwarming en mechanische schuifkracht een homogene, viskeuze smelt creëert. Het nauwkeurige temperatuurprofiel over de verwarmingszones is cruciaal, aangezien oververhitting de polymeerketens kan afbreken en onvoldoende verwarming kan leiden tot ongemengde verontreinigingen en onvolledig smelten. Voor een uniforme stroming moet de homogene mengeling via de spuitplaat worden gedwongen, waardoor een solide, continue strengstroom ontstaat. Deze stap bepaalt de consistentie van de eindpellets. Zoals vermeld in het Polymer Processing Journal (2023), kunnen temperatuurafwijkingen van meer dan ±5 °C leiden tot een ongewenste viscositeit die de kwaliteit van het eindproduct met 15% kan verminderen.
Koelen, snijden en drogen: cruciale stappen voor vorm, afmeting en vochtgehalteconsistentie van pellets
Nadat de draden zijn geëxtrudeerd, worden ze snel gekoeld in een inline-proces dat meestal bestaat uit een waterbad voor PS (amorf polymeer) of een luchtkoelsysteem voor harsen zoals PP (semi-kristallijn). Deze aanpak verleent de draden een solide structuur met goede herhaalbaarheid wat betreft afmetingen en oppervlakteafwerking, terwijl vervorming en spanning worden voorkomen. Dit heeft een cruciale invloed op de kristalliniteit en de oppervlaktekenmerken. Zodra de draden zijn gekoeld, worden ze met precisie gesneden in pellets door roterende messen die exact getimed zijn. Om de vereiste tolerantie voor de toepassing te bereiken, moeten de messen ingesteld worden op de juiste snelheid en snijdiepte. Dit is kostbaar en wordt daarom meestal in één enkele stap uitgevoerd.
Consistentie in afmeting (±0,5 mm) draagt bij aan een betrouwbare en nauwkeurige gravimetrische dosering in de spuitgietmachines. Voor de vorm wordt wrijving en klontvorming verminderd door cilindervormige of licht taps toelopende korrels. Voor vochtgehalte is een drempelwaarde van <0,5% vastgesteld voor hygroscopische harsen zoals PET.
Vocht op het oppervlak van de korrels is in het algemeen een groot probleem bij opslag en verwerking en kan leiden tot hydrolytische afbraak van de korrels. Dit is met name een zorg bij PET. Centrifugaal drogen is geoptimaliseerd voor de initiële droging en wordt geschat om de energiekosten in latere verwerkingsstappen te verminderen met tot wel 8%, volgens het Sustainable Plastics Initiative (2024).
Waarom is het pelletiseren van kunststof belangrijk voor efficiënte productie en kwaliteitscontrole?
Genormaliseerde korrels als de aangewezen grondstof voor spuitgieten, extrusie en blaasvormen
Granulatie is het proces waarbij niet-uniforme, vrijstromende korrels worden omgezet in een grondstof die beter geschikt is voor geautomatiseerde verwerking met hoge snelheid. Deze granulaat heeft een nauwkeurige geometrie en uniformiteit, wat een hoog niveau van doseernauwkeurigheid en -dichtheid bevordert. In vergelijking met onregelmatige grondstoffen vermindert standaardgrondstof de slijtage aan schroeven aanzienlijk, verbetert de controle op spuitgewicht en smeltedruk, en verbetert de procesvoering met minder afwijkingen. Standaardgrondstof draagt ook bij aan de controle op herhaalbaarheid en betrouwbaarheid van het productieproces.
Effecten van pelletuniformiteit op automatisering, verstopping en doorvoersnelheid
Het meest opvallende effect van uniforme korrels is de vermindering van stilstandtijd en onderhoud door bruggenvorming, rat-holing, ongelijkmatige schroefinspanning en matrijsverstoppingen. Uniforme cilindrische en bolvormige korrels bewegen soepel bij snelle en sterk geautomatiseerde processen. Trechters, extruders en schroefassen kunnen optimale prestaties leveren bij hogere snelheden dankzij de voorspelbare beweging van uniforme deeltjes en de consistente druk die wordt veroorzaakt door de tussenruimte tussen de deeltjes. Daarom heeft het effectief smelten en vormgeven van kunststofafval tot uniforme korrels (Hoogvergroefde zuivering van kunststofkorrels) de hoogste return on investment in rubber- en kunststofprocessen.
Kunststofkorrelvorming: recyclen en duurzaam produceren binnen de circulaire economie
De sleutel tot mechanische recycling is de omzetting van heterogene kunststofverpakkingen van consumenten, industrieel kunststofafval en kunststofafwerking van voertuigen na gebruik naar hoogwaardige kunststofpellets van post-consumerherkomst. Het pelletiseren van afval levert hoogwaardig, compact en gevormd kunststof op dat kan worden gebruikt voor de productie van een breed scala aan kunststofproducten, van voedselverpakkingen tot structurele onderdelen. Na de overeenkomsten van Los Angeles en Parijs is de recycling van gewilde kunststofmaterialen economischer geworden. De standaardisering van post-consumerkunststoffen zorgt voor absoluut geen afval, biedt volledige traceerbaarheid en kwaliteitsborging en maakt integratie in de huidige waardeketen mogelijk.

Balans tussen investering in pelletiseren en levenscyclusvoordelen op het gebied van downstream-efficiëntie en vermindering van de emissievoetafdruk
Pelletiseren heeft een positief effect op de gehele levenscyclus, ondanks het feit dat het proces mechanische en thermische energie vereist. Een voorbeeld hiervan is het recyclen van één ton plastic vergeleken met de productie van één ton nieuw (virgin) hars: het eerste bespaart 5.774 kWh energie, wat overeenkomt met de hoeveelheid elektriciteit die een gemiddeld Amerikaans huishouden in ongeveer zes maanden verbruikt. Gestandaardiseerde pellets verbeteren de efficiëntie in downstreamprocessen en verminderen slijtage, energieverbruik per onderdeel bij spuitgieten en extrusie, en afvalpercentages. De bovengenoemde factoren, gecombineerd met het vermijden van fossiele grondstoffen, de vermindering van afval op stortplaatsen en de verlichting van het transport van plastic (in tegenstelling tot het transport van volumineuze vlokken), leveren een aanzienlijk nettovoordeel voor het milieu op. Pelletiseren is een laag-risico, strategisch verstandige investering, omdat het op korte termijn een positief operationeel voordeel oplevert en op lange termijn extra waarde toevoegt door zijn bijdrage aan de duurzaamheidsinspanningen van de organisatie.
Veelgestelde vragen
Welke materialen kunnen worden gebruikt bij het pelletiseren van kunststof?
Zowel nieuwe kunststofhars als gerecycleerde kunststofvlokken kunnen worden gebruikt bij het pelletiseren van kunststof.
Waarom is uniformiteit van pellets belangrijk?
Uniformiteit is belangrijk bij pellets, omdat een ongelijke vorm leidt tot ongelijkmatige dosering, metering en smelting, en defecten veroorzaakt in geautomatiseerde systemen.
Hoe draagt pelletiseren bij aan recycling?
Pelletiseren maakt het mogelijk om post-consumenten- en post-industriële kunststofafval om te zetten in pellets met een uniforme vorm en grootte, waardoor ze kunnen worden gebruikt in diverse kunststoffenapplicaties.
Wat zijn de voordelen van koeling tijdens het pelletiseren?
De gecontroleerde koeling van de polymeerstromen zorgt ervoor dat de kunststof langzaam afkoelt en uithardt, waardoor vervorming wordt voorkomen en de gewenste afwerking behouden blijft.
Heeft pelletiseren een milieuvoordeel?
Ja, het helpt energieverlies en stortplaatsafval te verminderen ten opzichte van kunststoffen die zijn gemaakt van nieuwe hars, en ondersteunt organisaties bij hun duurzaamheidsinspanningen.





