Cara Kerja Pelletisasi Plastik: Tahapan Inti dari Polimer hingga Pelet Seragam
Pemberian Bahan Baku, Peleburan, dan Ekstrusi: Mencapai Lelehan yang Seragam serta Pelletisasi yang Konsisten
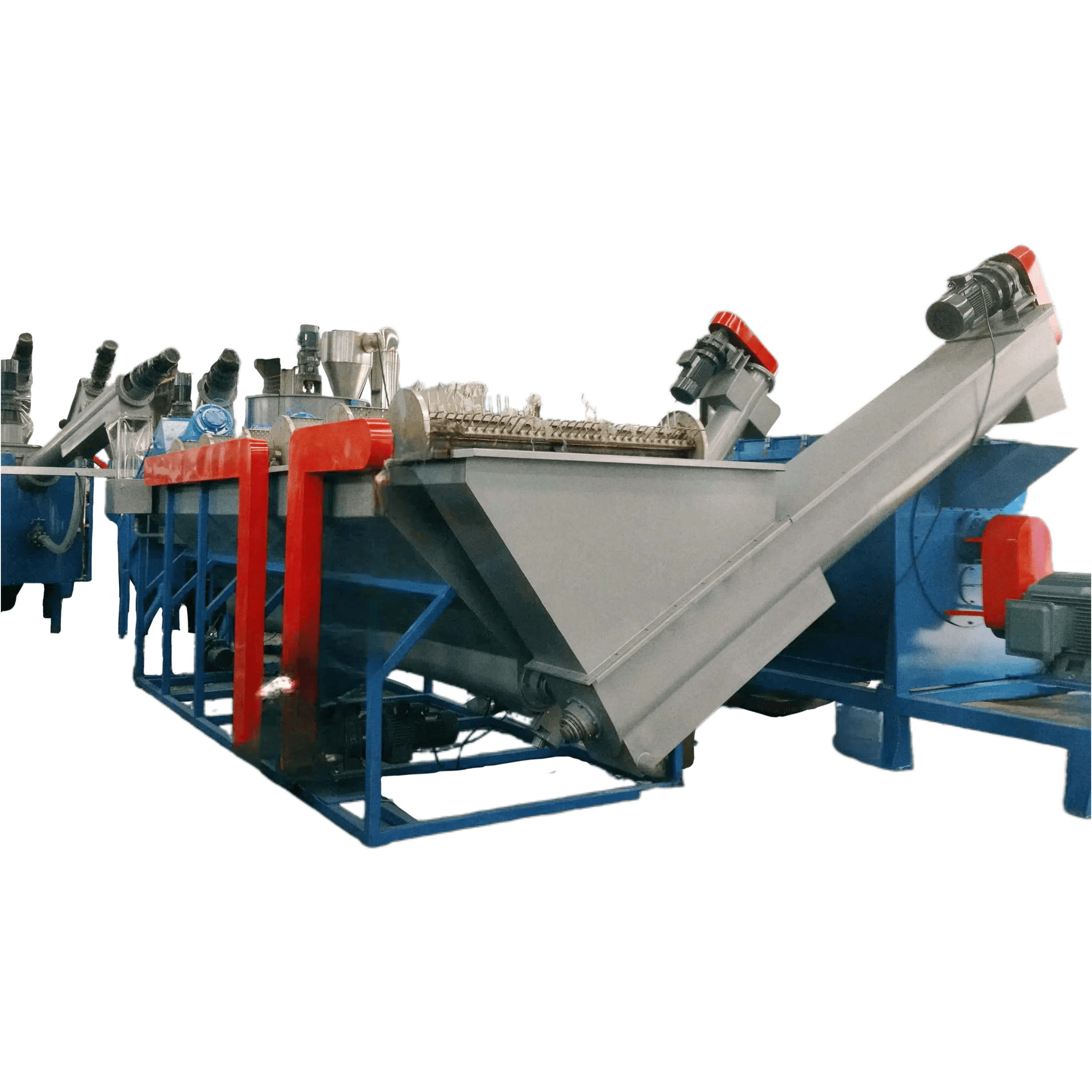
Proses peletisasi plastik dimulai dengan resin murni atau serpihan plastik daur ulang yang diumpankan ke jalur peletisasi. Serpihan tersebut, atau bahan polimer, sering dihancurkan menjadi fragmen-fragmen lebih kecil guna mengurangi beban ekstruder sebelum diumpankan. Plastik memasuki ekstruder bersekrup ganda, di mana kombinasi pemanasan terkendali dan geser mekanis menghasilkan lelehan homogen yang kental. Profil suhu yang presisi di sepanjang zona pemanasan sangat krusial, karena suhu terlalu tinggi dapat menyebabkan degradasi rantai polimer, sedangkan suhu terlalu rendah dapat mengakibatkan kontaminan tidak tercampur secara merata dan peleburan yang tidak sempurna. Untuk keseragaman aliran, campuran homogen tersebut harus dipaksakan melewati pelat cetak (die plate), yang membentuk aliran untaian padat dan kontinu. Langkah ini menentukan konsistensi pelet akhir. Seperti disebutkan dalam Polymer Processing Journal (2023), penyimpangan suhu lebih dari ±5°C dapat menghasilkan viskositas yang tidak diinginkan, yang pada gilirannya dapat menurunkan kualitas produk akhir sebesar 15%.
Pendinginan, Pemotongan, dan Pengeringan: Langkah Kritis dalam Bentuk, Ukuran, serta Konsistensi Kelembapan Pelet
Setelah untaian diekstrusi, untaian tersebut didinginkan secara cepat dalam proses sejalan (inline) yang umumnya berupa bak air untuk PS (polimer amorf) atau sistem pendingin udara untuk resin seperti PP (semi-kristalin). Pendekatan ini memberikan struktur padat pada untaian dengan pengulangan dimensi dan hasil permukaan yang baik, sekaligus mencegah distorsi dan tegangan. Hal ini secara krusial memengaruhi tingkat kristalinitas dan karakteristik permukaan. Setelah didinginkan, untaian dipotong menjadi pelet menggunakan pisau putar yang diatur secara presisi berdasarkan waktu. Untuk mencapai toleransi yang diperlukan dalam aplikasi tertentu, kecepatan dan kedalaman pemotongan pisau harus disetel secara tepat. Proses ini bersifat mahal, sehingga umumnya dilakukan dalam satu tahap tunggal.
Konsistensi ukuran (±0,5 mm) membantu memastikan akurasi pengumpanan gravimetrik yang andal pada peralatan pencetakan. Untuk bentuk, pengurangan gesekan dan penggumpalan dicapai melalui pelet berbentuk silinder atau sedikit meruncing. Untuk kelembapan, kandungan ambang ditetapkan kurang dari 0,5% untuk resin higroskopis seperti PET.
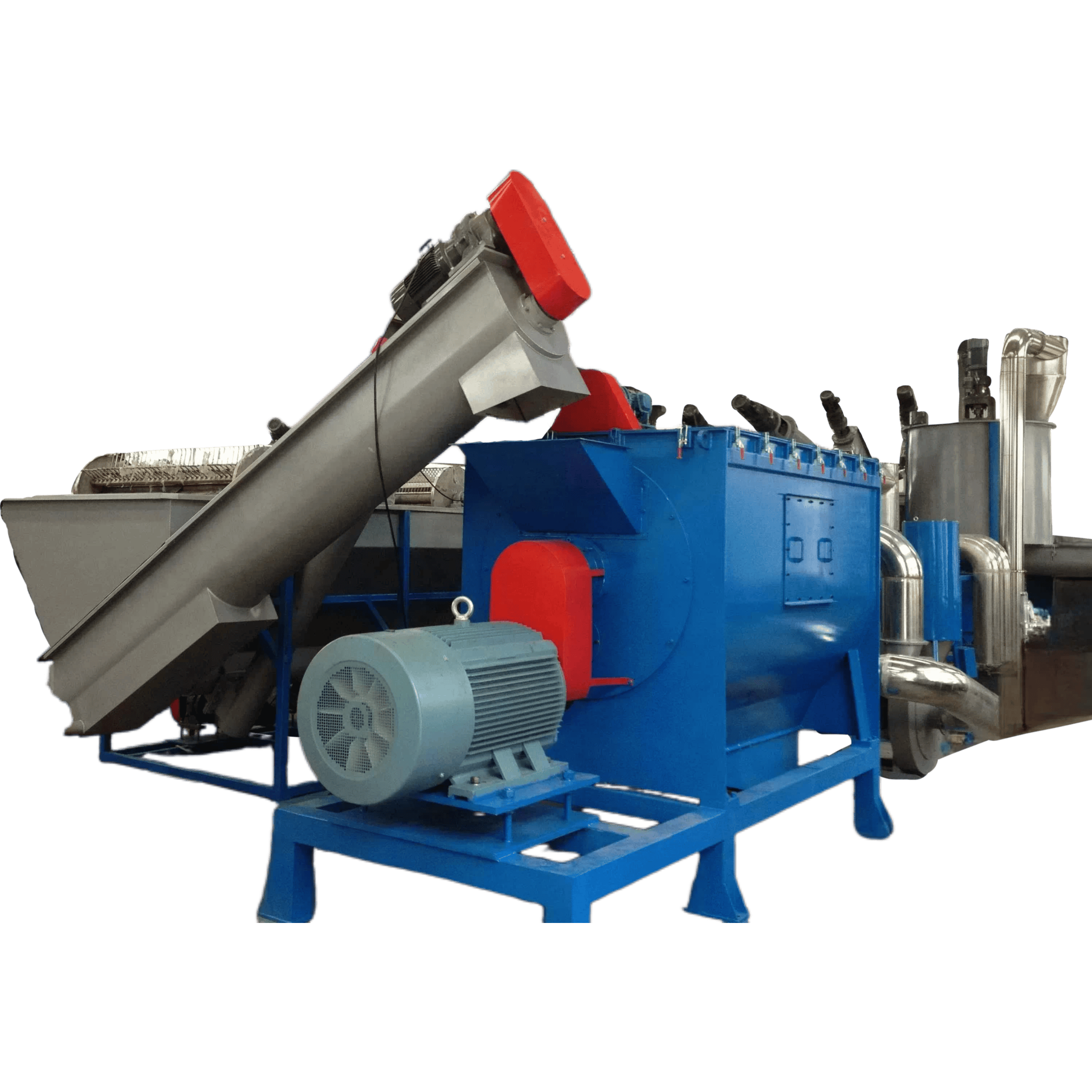
Kelembapan di permukaan pelet merupakan masalah utama dalam penyimpanan dan pemrosesan umum serta dapat menyebabkan degradasi hidrolitik pada pelet. Hal ini terutama menjadi perhatian untuk PET. Pengeringan sentrifugal dioptimalkan untuk pengeringan awal dan diperkirakan dapat mengurangi biaya energi hingga 8% dalam tahap pemrosesan selanjutnya menurut Sustainable Plastics Initiative (2024).
Mengapa Pelletisasi Plastik Penting bagi Manufaktur Efisien dan Pengendalian Kualitas?
Pelet Standar sebagai Bahan Umpan Utama untuk Pencetakan Injeksi, Ekstrusi, dan Pencetakan Tiup
Granulasi adalah proses mengubah butiran non-uniform dan mudah mengalir menjadi bahan baku yang lebih sesuai untuk pengolahan otomatis berkecepatan tinggi. Granulat ini memiliki geometri yang presisi dan keseragaman yang tinggi, sehingga meningkatkan akurasi serta kepadatan umpan. Dibandingkan dengan bahan baku tidak teratur, bahan baku standar secara signifikan mengurangi keausan pada sekrup, mendukung pengendalian berat injeksi dan tekanan lelehan, serta memperbaiki operasi proses dengan lebih sedikit cacat. Bahan baku standar juga membantu mengendalikan pengulangan dan keandalan proses manufaktur.
Dampak Keseragaman Pelet terhadap Otomatisasi, Penyumbatan, dan Laju Alir
Efek paling mencolok dari pelet seragam adalah pengurangan waktu henti dan perawatan akibat terjadinya jembatan (bridging), lubang tikus (rat-holing), keterlibatan sekrup yang tidak konsisten, serta penyumbatan die. Pelet berbentuk silinder dan bulat seragam bergerak lancar dalam operasi cepat dan sangat otomatis. Hopper, ekstruder, dan rakitan sekrup dapat mencapai kinerja optimal pada kecepatan lebih tinggi berkat gerakan partikel seragam yang dapat diprediksi serta tekanan konsisten akibat jarak antarpartikel. Oleh karena itu, peleburan dan pembentukan efektif limbah plastik menjadi pelet seragam (Pemurnian Pelet Plastik dengan Perbesaran Sangat Tinggi) memberikan tingkat pengembalian investasi (ROI) tertinggi dalam operasi karet dan plastik.
Pelletisasi Plastik: Daur Ulang dan Produksi Berkelanjutan dalam Ekonomi Sirkular
Kunci daur ulang mekanis adalah konversi kemasan plastik pasca-konsumen yang heterogen, sisa plastik pasca-industri, serta trim plastik otomotif pasca-konsumen menjadi pelet plastik pasca-konsumen berkualitas tinggi. Proses peletisasi limbah menghasilkan plastik bergradasi tinggi, padat, dan berbentuk yang dapat digunakan untuk memproduksi berbagai macam produk plastik, mulai dari kemasan makanan hingga komponen struktural. Setelah kesepakatan Los Angeles dan Paris, daur ulang bahan plastik bernilai tinggi menjadi lebih ekonomis. Standarisasi plastik pasca-konsumen sama sekali tidak menghasilkan limbah, memungkinkan pelacakan penuh (100% traceability) serta jaminan kualitas, serta memungkinkan integrasi ke dalam rantai nilai saat ini.

Menyeimbangkan Investasi dalam Peletisasi dengan Keuntungan Siklus Hidup dalam Efisiensi Hulu dan Pengurangan Jejak Emisi
Pelletisasi memberikan dampak positif terhadap seluruh siklus hidup, meskipun prosesnya memerlukan energi mekanis dan termal. Sebagai contoh, daur ulang satu ton plastik dibandingkan dengan produksi satu ton resin primer menghemat 5.774 kWh energi—setara dengan jumlah listrik yang digunakan oleh rumah tangga khas di Amerika Serikat selama sekitar enam bulan. Pelet standar meningkatkan efisiensi dalam proses hilir serta mengurangi keausan, konsumsi energi per komponen dalam pencetakan injeksi dan ekstrusi, serta tingkat limbah (scrap). Faktor-faktor sebelumnya, ditambah dengan penghindaran bahan baku fosil, pengurangan limbah di tempat pembuangan akhir, serta penurunan beban transportasi plastik (dibandingkan mengangkut serpihan plastik berukuran besar), menciptakan manfaat bersih yang signifikan bagi lingkungan. Pelletisasi merupakan investasi berisiko rendah dan strategis cerdas karena memberikan manfaat operasional positif dalam jangka pendek serta nilai tambah dalam jangka panjang melalui dampaknya terhadap upaya keberlanjutan organisasi.
Pertanyaan yang Sering Diajukan
Bahan apa saja yang dapat digunakan dalam proses pelleting plastik?
Baik resin plastik murni maupun serpihan plastik daur ulang dapat digunakan dalam proses pelleting plastik.
Mengapa keseragaman pelet penting?
Keseragaman penting pada pelet karena bentuk yang tidak merata mengakibatkan umpan, pengukuran, dan peleburan yang tidak merata, serta menimbulkan cacat dalam sistem otomatis.
Bagaimana proses pelleting berkontribusi terhadap daur ulang?
Pelleting memungkinkan limbah plastik pasca-konsumen dan pasca-industri diubah menjadi pelet berbentuk dan berukuran seragam, sehingga memungkinkan pemanfaatannya dalam berbagai aplikasi plastik.
Apa manfaat pendinginan selama proses pelleting?
Pendinginan terkendali terhadap untaian polimer memungkinkan plastik mendingin dan mengeras secara perlahan, sehingga plastik tidak mengalami distorsi dan tetap mempertahankan hasil akhir yang diinginkan.
Apakah pelleting memberikan manfaat lingkungan?
Ya, proses ini membantu mengurangi pemborosan energi dan limbah yang masuk ke tempat pembuangan akhir dibandingkan plastik yang dibuat dari resin murni, serta mendukung upaya keberlanjutan organisasi.





