
ما هي الاحتياطات التي يجب اتخاذها عند استخدام معدات إعادة تدوير ABS لضمان جودة المنتج؟
يساعد إعادة تدوير البلاستيك من نوع ABS في إنشاء اقتصاد دائري في صناعة معالجة البلاستيك ويقلل من التلوث وتكلفة المواد الخام. ومع ذلك، يجب التعامل مع مواد الـ ABS المهدرة بإعادة التدوير بعناية شديدة لضمان أن تفي المادة المعاد تدويرها باستمرار بشروط الجودة من حيث النقاء الموحّد والمتانة والمظهر. إن معالجة الـ ABS غير الكافية، أو المخزون الركودي، أو الـ ABS الهش، أو التغيرات في اللون تجعل المادة غير صالحة لإعادة الاستخدام. وهذا يؤدي إلى هدر الموارد وتشويه سمعة الشركات المصنعة التي تعتمد على الـ ABS المعاد تدويره. ولتجنب هذه المشكلات، ينبغي أن تكون لدى الشركات المصنعة معرفة كافية بالتدابير الوقائية الأساسية المتعلقة باستخدام معدات إعادة تدوير الـ ABS، مما يضمن تجانس المنتج واستفادة كاملة من فوائد إعادة تدوير الـ ABS.
الفصل والتنظيف السليم لمخلفات الـ ABS
تُعد جدولة إعادة تدوير مادة ABS تحديد أفضل طريقة لفرز وتنظيف المواد. هناك العديد من المصادر المتاحة للمواد، بما في ذلك النفايات الصناعية والنفايات بعد الاستهلاك. ويجب أخذ بعين الاعتبار أن هذه المواد قد تكون ملوثة أيضًا ببلاستيكات أخرى (مثل PP وPE وPVC) والمعادن إضافة إلى الورق والغبار. ويرجع السبب في ذلك إلى أن هذه الملوثات يمكن أن تؤثر سلبًا على جودة مادة ABS المعاد تدويرها. ومن الأهمية بمكان فرز مواد النفايات إلى درجات محددة من مادة ABS وتنظيف النفايات المفروزة حسب المكونات المناسبة. ويمكن تحقيق ذلك من خلال تنظيف النفايات باستخدام خراطيم مياه تحت الضغط ومواد كيميائية قابلة للتحلل البيولوجي، خاصة لإزالة الشحوم والملصقات والمواد اللاصقة. إن هذه الملوثات تمثل شوائب، ووجودها سيؤدي إلى عيوب في عملية التدوير. وتُعد هذه الخطوة هي الأهم في عملية إعادة تدوير نفايات ABS، ولا يجب تجاهلها بأي حال.
المعالجة التجفيفية لإزالة الرطوبة
يمكن أن تؤثر تلوث الرطوبة في مواد النفايات من نوع ABS سلبًا على جودة المنتج المعاد تدويره. فمواد ABS ماصة للرطوبة، وعند معالجة هذه المواد، قد تتسبب الرطوبة في تكوّن شقوق أو فقاعات أو أسطح خشنة في الحبيبات أو المنتج المعاد تدويره. وبالتالي، يظل إجراء التجفيف خطوة وقائية حاسمة يجب اتخاذها قبل إدخال المواد إلى معدات إعادة تدوير ABS. واعتمادًا على محتوى الرطوبة، يجب تجفيف نفايات ABS في مجفف احترافي عند درجة حرارة تتراوح بين 80 و90 درجة مئوية لمدة تتراوح بين ساعتين إلى أربع ساعات. ويجب التأكد من مراقبة ومراجعة محتوى الرطوبة أثناء التجفيف للتحقق من الوصول إلى محتوى رطوبة متبقٍ بنسبة 0.2%. بعد ذلك، يجب استخدام المواد فورًا أو تخزينها في أكياس محكمة الإغلاق لتجنب امتصاص الرطوبة من الجو. وقد يؤدي عدم تجفيف هذه المواد إلى مشكلات في الجودة أثناء المعالجة لا يمكن إصلاحها في المراحل اللاحقة.
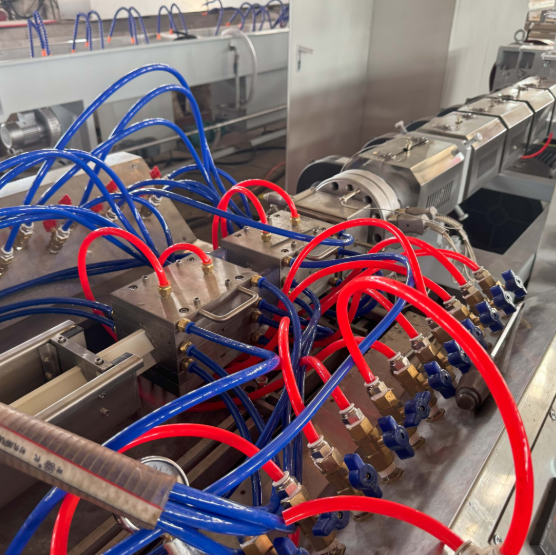
التعديل السليم لإعدادات معدات إعادة تدوير ABS القابلة للتحديد
تؤثر المعايير التشغيلية المحددة تأثيرًا مباشرًا على أداء المعدات المستخدمة في إعادة تدوير مادة البولي إيثيلين الطرطويات (ABS). وبالتالي، يصبح ضبط الإعدادات بشكل صحيح أول إجراء احترازي ضروري للحفاظ على الجودة. يجب تعديل إعدادات المعامل مثل درجة الحرارة والسرعة والضغط وفقًا لنوع معدات إعادة تدوير مادة ABS، سواء كانت باثقَة (Extruders) أم حبّابات (Granulators). على سبيل المثال، يجب أن تتراوح درجات الحرارة التشغيلية للمعدات الباثقة لإعادة تدوير مادة ABS بين 180 و220 درجة مئوية. فدرجة الحرارة المنخفضة جدًا تترك جزءًا من المادة غير مصهور، مما يؤدي إلى عدم انتظام الحبيبات. أما درجة الحرارة العالية جدًا فتسبب التحلل الحراري لمادة ABS، ما يقلل من الخواص الميكانيكية للمادة. ويجب تغذية المواد إلى المسمار الباثق بسرعة مناسبة للحفاظ على معدل بثق ثابت وخلط متجانس للمواد. علاوةً على ذلك، يجب مراقبة انسدادات جهاز تغيير الشاشة في معدات إعادة تدوير مادة ABS وإزالتها للحفاظ على تدفق المادة المطلوب وانتظام الناتج. إن المراقبة المستمرة وتعديل معاملات المعدات يساعدان في الحفاظ على جودة المنتج، ويجب تنفيذ ذلك بناءً على مؤشرات جودة المادة والمنتج الفعلية والميدانية. كما ينبغي أن يكون لدى المشغلين المعدات والمواد، وأن يكونوا في موقع يمكنهم من المراقبة الفورية للحفاظ على جودة عالية للمنتج وفقًا للمعايير المحددة، ولتجنب العقوبات المرتبطة بذلك.
فحص الجودة أثناء عملية إعادة تدوير مادة ABS وبعدها
يُعد الاستمرار في فحص الجودة وسيلة لتحديد المشكلات وحلها بأسرع وقت ممكن أثناء عملية إعادة التدوير. يجب على مشغلي العمليات تقييم الحبيبات المعاد تدويرها بشكل روتيني خلال المعالجة، والتحقق من تجانس اللون ونعومة السطح. ويجب إجراء تعديلات فورية على معدات المعالجة أو المواد الخام في حال ظهور أي تشوهات مثل تغير اللون أو تكتل الخلايا أو وجود شوائب. وبعد الانتهاء من المعالجة، ينبغي أيضًا إخضاع المنتج لاختبارات شاملة تشمل اختبارات الخواص الميكانيكية والنقاوة لتقييم قوة الشد ومقاومة الصدمات. ويجب الالتزام بمعايير الاختبار الصناعية كي يمكن استخدام المادة المعاد تدويرها في الإنتاج. وتقلل عمليات الفحص الروتينية والمنهجية من مخاطر فشل الدُفعات في عملية إعادة تدوير مادة ABS.
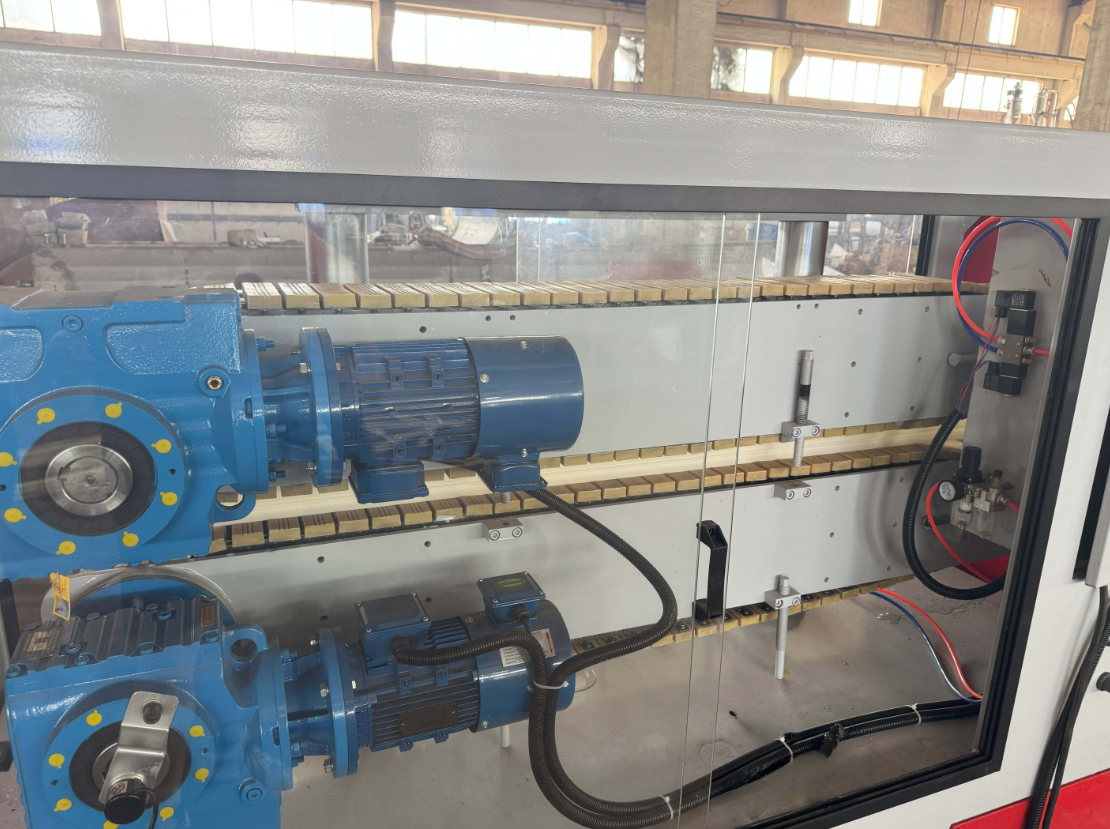
الصيانة الدورية لمعدات إعادة تدوير مادة ABS
تعتمد موثوقية معدات إعادة تدوير مادة الـ ABS على الصيانة الدورية، وهي نشاط أساسي للصيانة. ومع ذلك، غالبًا ما يتم إهمال هذه الصيانة. مع مرور الوقت أثناء تشغيل المعدات، يحدث تآكل في المسامير والأسطوانات وسكاكين التقطيع. يمكن أن تؤدي هذه الأجزاء المتآكلة إلى خلط غير جيد بسبب انصهار غير كامل وأشكال كريات غير منتظمة، وبالتالي التأثير سلبًا على جودة منتج إعادة تدوير الـ ABS. يُوصى بإعداد جدول صيانة دوري يتضمن تنظيف المعدات بعد كل استخدام، وتزييت الأجزاء المتحركة، واستبدال الأجزاء المتآكلة بشكل دوري. كما تشمل صيانة هذه الأجزاء الأنظمة الكهربائية ونظم التحكم، ويجب القيام بها لضمان التحكم السليم في المعاملات. ستضمن الصيانة والرعاية الكافية أن مستوى أداء المعدات يكون ثابتًا وعالي الجودة، بالإضافة إلى إطالة عمر المعدات الافتراضي.





